In the casting of models for the production of jewelry, a major problem being faced by producers often has to do with the occurrence of various forms of defects.
These defects take place at difference stages of the production process and a source of revenue loss. Experienced players in the jewelry production industry are always seeking new and innovative ways to prevent and deal with the occurrence of casting defects.
This article seeks to contribute to these efforts by identifying a couple of common defect mechanisms in Jewelry casting, and suggesting ways by which they may be prevented and mitigated.
Air Entrainment in wax
The entrainment of air within wax is a common defect mechanism in jewelry casting. This defect is even more dangerous because it occurs easily without the notice of the operator.
Air may get entrained within wax through any of two ways; the first one is during the wax injection process where air accompanies the wax into the mold. The second possible source of air entrainment is by air finding its way into the mold from various external sources.
A major cause of this defect is an insufficient mold venting system. When air is unable to escape, it begins to find its way around, and may get entrained within the wax.
Another factor that contributes strongly to the occurrence of this defect is the ineffective functioning of some parts of the furnace systems such as gaskets, hose clamps, and metal bubbles.
Visual Appearance: Identifying the effects of entrainment of air within wax by mere visual inspection may seem quite difficult or even near impossible in some cases. However, this can be a pretty easy task if you know exactly what to look out for. A very obvious symptom is the existence of a recessed cavity along the surface of the jewelry. Depending on the extent of the entrainment, this cavity may vary from a very slight or microscopic one to one that will be easily observable.

Influence on Properties: Entrained wax air will lead to the formation of bubbles within the structure of the jewelry. These holes will cause breaks in the continuity of the jewelry structure, thereby leading to weakness in the structure. The consequence of this induced weakness is the ease with which the jewelry material manufactured with the wax will begin to break under stress.
Recommended solutions: The most important way to ensure that air is not entrained within wax is to focus on the quality of the mold venting system to help optimize the circulation and free exit of air from the system. To fix the cavities caused by the air bubbles, the bubbles can first of all be exposed by holding them up to a lamp, and they are then filled with a pointed tool that has been heated to very high temperature. As a preventive measure, the previously mentioned parts such as gaskets and others should be maintained properly and frequently checked for damage and dirt.
Wrinkled Surface
Wrinkled surface is a common jewelry casting defect mechanism. It often occurs during the latter stage of the investment casting procedure known as the “burn-out process”. This defect is often brought about when heating is carried out too quickly during the previously mentioned Burn-out process.
The quick heating can be attributed to the positioning of the flasks. Since the walls of the furnace are the hottest within the interior, flasks positioned near them tend to be heated up faster than other parts. This uneven heating is what leads to the observed wrinkles on the surface.
Visual Appearance: Just as the name implies, the wrinkled surface jewelry casting defect mechanism is characterized by undulations and roughness on the surface of the cast jewelry item. A significant visual property of this defect is the fact that it is often confined to just one side of the item.
As mentioned previously, quick and uneven heating is a major factor that contributes to this effect. Therefore, it is the side of the jewelry item that gets exposed to this quick heating effect that most exhibits the physical appearance of the defect.

Influence on Properties: This defect affects only the surface properties such as smoothness and uniformity. There are no known effects yet on the mechanical strength or the microstructure of casted items which feature the wrinkled surface defect.
Recommended Solutions: Since uneven heating has been identified as a source of the wrinkled surface defect, it can be avoided by placing the heating flasks as centrally as possible within the furnace. When every part of the cast item is equally or similarly exposed to heat, there will be a reduced tendency of wrinkles occurring on them. Also, after the occurrence of this defect, grinding and polishing of the surface will help in smoothening out any wrinkles and restoring an even surface.
Tree Building Defects
During the jewelry casting process, the tree building part is a very critical aspect that goes a long way to determine the success or otherwise of the whole process.
Because of how important tree building is, it is often the source of many common defect mechanisms in jewelry casting. There are many common practices during tree building which inadvertently lead to the occurrence of defect mechanisms.
For example, incorrectly attaching the waxes to the trees can cause a foundational defect that will end up marring the quality of the end product of jewelry casting.
Visual Appearance: For a jewelry casting item whose tree building has been efficiently done, the joining points of tree and wax should be smooth, seamless, and almost unnoticeable. However, in the event of tree building defects, there occur alternating spaces and protruding part, giving a rough finish and marking out the point of joining. Apart from just appearing as protrusions on the item, the protruding parts may break off at high heats, forming into tiny fins that attach to other parts of the casting item. Also, when the fins break off, they are likely to shear off some tiny parts of the bulk material, thereby forming small cavities in the body of the item.
Influence of defect on properties: There will be a compromised mechanical strength in the final jewelry item produced from wax showing signs of tree building defects. The various cavities and improperly inserted waxes on trees will tend to cause easy breakage or mechanical failure when such jewelry items are exposed to pressure or stress.
Recommended solutions: Extreme care should be taken during the tree building process, both at the modelling stage and when coupling. This will eliminate any mistakes and ensure that the waxes and trees are properly fitted without any cavities or protrusions. In cases where the effect is obvious and more intense, melting and re-inserting the waxes on trees is advisable.
Dewax Defects
This particular defect is often as a result of attempting to hasten the investment process. In trying to save time and money, many jewelry casting companies make the mistake of rushing through the investment process.
Unfortunately, this is one step in the jewelry casting process that cannot be unnecessary hurried and it results in dewax defects which are evidenced by liquid traces on the surface of the casting item.
The reason for this is because an investment that has been rushed through results in a high water content mixture allowing it to drip out along the surface.
Visual Appearance: Water marks formed by flowing rivulets of liquid from poor investment leave a trail on the surface that disfigures the jewelry item. These watermarks are a highly distinguishing feature that make it quite easy to identify the dewax defect and deal with it promptly.
Influence of defect on properties: Initially, it may seem that the effects of a dewax defect does not go beyond the surface of the jewelry casting item, there are more far reaching implications. Since the appearance of the watermarks imply an improperly done investment process, dewax defect may indicate that the item is not really as strong as it should be.
Recommended Solutions: How to avoid this particular jewelry casting defect is quite obvious since it is known that it caused due to unnecessarily shortening the investment time. Manufacturers need to exhibit patience and be conscious of the fact that any cost savings made in reducing the time spent on the investment process will still be lost to the quality issues that will be brought up by a dewax defect.
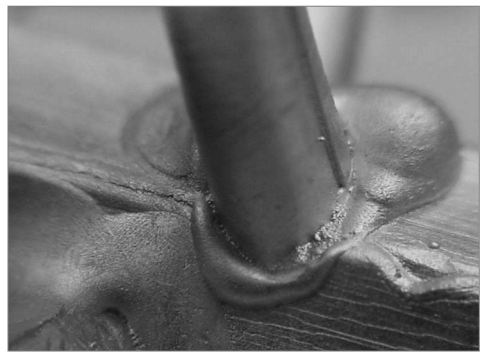
Cold Shuts
This is another common defect mechanism in Jewelry casting that is related to the investment casting process, but may also result from a couple of other casting processes as well.
Cold shuts are known to occur in just about any alloy or any kind of metal to be casted. They are triggered by low casting temperature (as opposed to quick heating for the wrinkled surface defect). Low flask temperature is also known to trigger cold shuts.
The formation of cold shuts is due to the turbulence with which the melted metal flows into the mold. If this turbulent flow does not settle before solidification takes place, the parts where the molten metal are unable to mix become gaps which eventually form cold shuts.
Visual Appearance: Cold shuts are physically characterized by discontinuities on the surface of the casting item which often appear quite similar to cracks. However, they have a distinguishing feature from cracks which is that their edges are quite smooth. These crack like grooves known as cold shuts on the surface of a casting item can further be recognized by the appearance of wrinkles in their surrounding areas. In some cases, the grooves may appear like two bodies of liquid flowing towards each other but unable to mix signifying the point of solidification during which the melted metal was still in turbulent motion.
Influence of defect on properties: Cold shuts weaken a material mechanically, this is because, under the application of stress, they may widen or degenerate into cracks which will, in turn, under further stress, cause the material to yield or fail. The surface quality is also quite diminished as the cold shuts will disfigure it beyond repair by either polishing or grinding.
Recommended Solutions: Increased casting or flask temperatures will definitely help in preventing the onset of cold shuts. However, care should be taken to increase temperature only within limits that do not exceed that required for the formation of other common defect mechanisms in Jewelry casting.
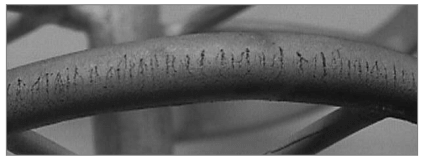
Cracks
This defect is often due to surface issues, too much application of stress, and other factors. Cracks are a common occurrence that can be traced back to the presence of a bad surface on tubes manufactured from continuous ingot casting.
Often, the bad surface goes unnoticed and more layers of metal are piled on during other stages of casting, this gives the illusion of a smooth surface. Additional stress during rolling and other finishing operations will threaten the underlying bad surface and thereby cause cracks that find their way up to the outer surface from within.
Visual Appearance: As implied by the word ‘crack’, any casting material exhibiting this defect will surely be seen to be split open in various parts. The cracks may either be one long continuous one with slightly smaller ones extending from it, or it may be a combination of not so big ones scattered all across the surface of the casting material. Regardless of how they appear, cracks are definitely undesirable and will surely lower the value of any jewelry item on which they appear.
Influence of Defect on Properties: The mechanical strength of a material is obviously threatened by cracks because they tend to widen under stress and ultimately lead to fracture. Also, at the micro structure level, they have the effect of causing segregations at the boundaries of the grain structure although these do not go deep as such.
Recommended solution: Close scrutiny and attention should be paid at the continuous casting stage to ensure that a smooth and continuous surface is maintained throughout. Also, at every stage of casting, care should be taken not to apply too much stress that will cause cracks to form on the surface.
Pores and Inclusions
These occur when liquid metal is being poured into the mold. Frequently, a shoddily done investment job contributes significantly to the creation of pores and inclusions on the surface of casting items.
Some of the other defects also come to play in this case such as the tree build defects. The combination of weak investments and other defects leave metal parts that are brittle and can easily be broken off by high heat. When these tiny pieces accompany the metal into the mold, they are the ones that lead to inclusions on the surface of the end product of the casting process.
Visual Appearance: When inclusions take up some of the space on the surface of a casting item and are subsequently removed, the empty space they live behind is what is referred to as pores.
These are visible on the surface and often take the shape of the inclusion that previously occupied the space. In some cases, the inclusion may remain on the surface, and they will be visible as impurities, materials that are different in color from the bulk casting material.
Influence of Defect on Properties: Although the effects of pores and inclusion are limited to the surface, they are still quite significant. They disfigure the surface of the item and will obviously lead to more costs incurred while trying to fix them.
Recommended solution: Polishing has been found in some cases to even widen the pores more and worsen the situation. Therefore, it is advisable to re-melt the casted metal and start all over if that would be cost and energy effective.
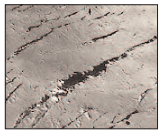
Fins
As with many other common defect mechanisms in jewelry casting, fins are a result of problems encountered during the investment casting procedure. They may also occur due to the use of substandard or low quality investment.
Pressure is another factor that has been found to be significant in the occurrence of fins; and this can be proven by the fact that high carat alloys are more likely to have fins on their surfaces due to the higher density and therefore increased pressure on the investment.
This implies that pressure varies in a direct proportion with the formation of fins on the surface of a casting material.
Visual Appearance: Fins are slender shoots of metal material which can be found to cluster at the edges of the casting material. They are often quite irregular in shape and become visible after the investment has been removed from the cast tree.
They also tend to occur more towards the lower part of the flask due to the higher temperature (and therefore pressure) in that section of the furnace. Fins sometimes do not show up in isolation, they may be accompanied by a kind of roughness in the appearance of the surface.
Influence of Defect on Properties: While this defect only affects the surface of the casting materials and does not have any mechanical or structural drawbacks. Yet, it is important to note that even the surface effect in itself is considerably undesirable. The appearance of fins require further processing by either polishing or grinding which will eventually increase the cost of production.
Recommended Solutions: Again, close attention has to be paid to the execution of the investment casting process. Also, the quality, durability and mixture in correct proportion of investment powder should be ensured to avoid the formation of fins.
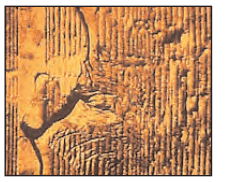
Shrinkage Porosity
This defect occurs due to the shrinkage of liquefied metal when it solidifies (hence the name). In normal circumstances, the molten metal mixes and forms a continuous surface, however, when the shrinkage from solidification occurs, some spaces are left out.
Normally, more molten metal should flow into the spaces to fill them up, however, quick cooling leading to solidification and inefficient gated design may prevent this from happening. This leads to discontinuities in the surface. Pores are then formed at different spots across the surface of the casting material
Visual Appearance: In most cases the pores may not be visible to the naked eye. This makes this particular defect quite difficult to diagnose and fix. Although, they may appear in some cases as slightly dark patches, but they are hardly ever obvious enough to be exactly identified. When examined at magnified scales, however, the pores are found to form a somewhat dendritic shape, connecting to each other and spreading over the surface of the casting material.
Influence of defect on properties: The most important effect is at the micro structure level where gaps can be observed at different parts. This spacing in the micro structure may ultimately give rise to a mechanical weakening, increasing the tendency of the material to break or fail when sufficient stress is applied at that point.
Recommended Solution: An important way to avoid this defect is by designing the model such that the gates and channels for flow of molten metal are optimized to allow for quick flow of molten metal to the pore spaces before solidification.
Conclusion
Defects are highly detrimental to the successful and profitable running of any Jewelry production plant or company. They cause unnecessary delays in the production process and increase the cost of production. We hope the points above will help you in avoiding defects and dealing with them in the event that they occur. It should be noted that this is not an exhaustive list of common defect mechanisms in Jewelry casting. Superb can provide the latest jewelry casting equipment to solve all these problems The field of jewelry casting is quite dynamic and research is constantly being carried out. It is therefore advisable for you to update yourself and keep abreast of current information in the industry. This will help to be conscious of new discoveries and also to know the defects to look out for in your jewelry casting and how to avoid or mitigate them.