Lost wax casting process is one of the most effective production methods for jewelry casting. Regarded by numerous experts as a highly efficient method, its dominance in the creation of custom jewelry, such as rings, bracelets, and pendants can be seconded to none.
Vacuum pressure jewelry casting equipment is among the many lost wax casting methods that have propelled lost wax casting usage in the industry. Hundreds of renowned jewelry manufacturers fancy using a vacuum pressurized lost wax casting machine in casting metals such as pure gold, silver, copper, platinum, etc.
It’s of importance to note that casting jewelry via the traditional jewelry casting methods would easily leave you with finished piece prone to oxidation, bubbles, and cracks— making the post-casting process extremely cumbersome.
The vacuum pressure casting process, on the other hand, operates in a closed environment. This ensures that you do not have to worry about oxidation, densification, shrinkage, or porosity of the final product. Vacuum casting method provides high dimensional accuracy and excellent surface finish. Suitable for casting complex-shaped Jewelry, small holes, and thin-walled Jewelry.
Step 1: 3D Scanning – Turning Ideas into Digital Models
SuperbMelt uses advanced 3D scanning technology to accurately capture jewelry designs. This allows you to replicate, customize, and inspect jewelry pieces with exceptional precision, while keeping all your creations digitally archived for future use.
Step 2: Wax Model Creation – The Foundation of Every Jewelry Design
SuperbMelt offers two professional methods for making wax models:
3D Wax Printing: Ideal for custom or intricate jewelry designs, enabling high precision and design flexibility.
Automatic Wax Injection Machine: Perfect for mass production, allowing large jewelry manufacturers to produce hundreds of wax models efficiently and consistently.
Step 3: Automatic Diamond Setting (Optional)
For jewelry designs that require diamonds or gemstones, SuperbMelt provides a fully automatic diamond setting machine. Simply place the wax model into the machine — it can automatically complete up to 6,000 stone settings per hour, ensuring consistent accuracy and stunning results.
Step 4: Preparing Investment Molds – Building the Perfect Cast
With SuperbMelt’s plaster mixing machine, you can easily create high-quality investment molds to hold wax models. This step ensures that your jewelry retains every fine detail during casting.
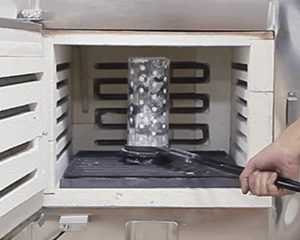
Step 5: Wax Burnout – Creating the Hollow Mold
Place the wax models (with or without diamonds) into the plaster molds and load them into the burnout furnace. The heat completely removes the wax, leaving a precise hollow mold ready for metal casting.
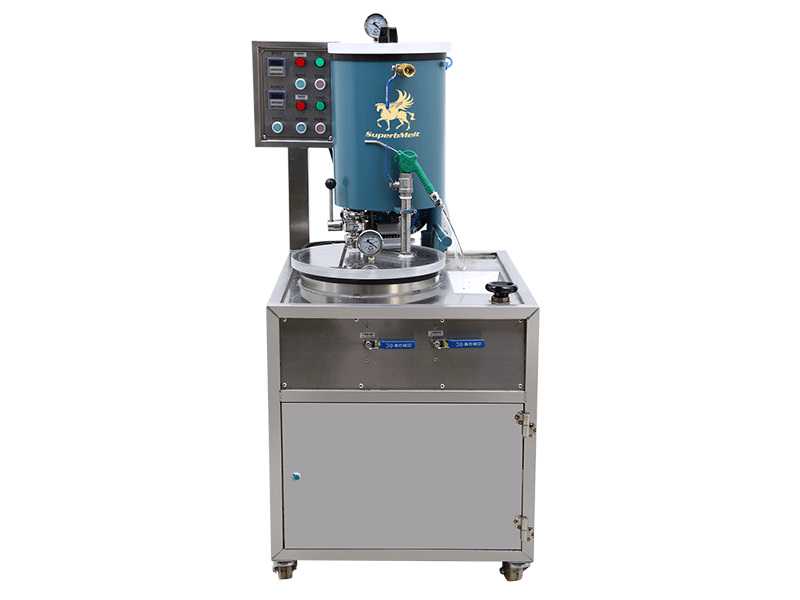
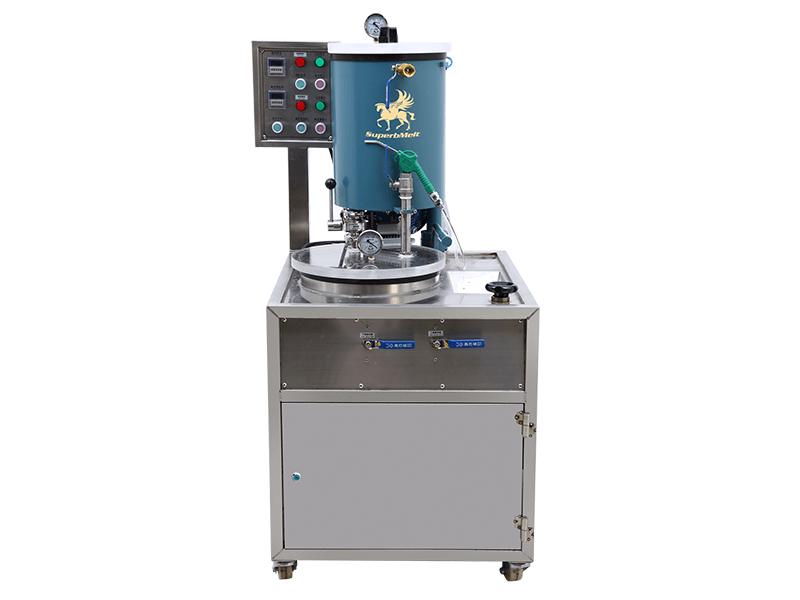
Step 6: Metal Casting – Transforming Metal into Art
The hollow mold is placed into SuperbMelt’s vacuum pressure jewelry casting machine, where metals such as gold, silver, platinum, or copper are melted and poured into the mold. This advanced casting process ensures bubble-free, flawless metal jewelry trees with a smooth, even surface finish.
Step 7: Tree Cutting and Cleaning – Precision in Every Detail
After cooling, the jewelry tree is removed, and each piece is cut, cleaned, and refined, preparing them for the final finishing process.
Step 8: Electrolytic Polishing – Bringing Out the Brilliance
In the final stage, SuperbMelt’s electrolytic polishing machine gives each jewelry piece a mirror-like shine. This process removes surface imperfections and polishes even hard-to-reach areas, delivering bright, flawless jewelry ready for sale or display.
Used to accurately capture the intricate details, dimensions, and designs of jewelry pieces for purposes such as design replication, customization, quality control, and digital archiving. [Learn More>>]
2st Making Wax Mold
3d printing machine is used for making wax molds, which can directly print the design drawings. [Learn More>>]
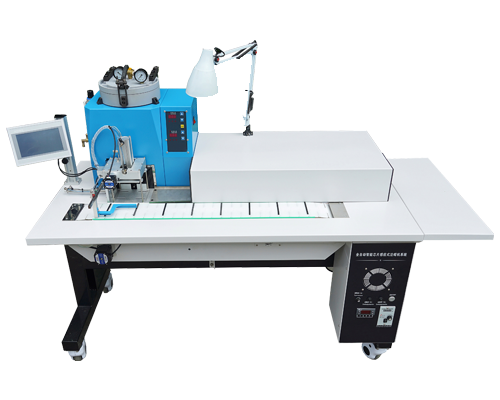
3rd Stone Setting Machine
If your jewelry needs to be inlaid with diamonds, you can use SuperbMelt's automatic wax film diamond-setting machine after the jewelry wax film is made. A wax stone-setting machine automates the process of embedding gemstones into wax molds during jewelry production, significantly improving precision, efficiency, and consistency while reducing manual labor. [Learn More>>]
Scan Jewelry
Making Wax Mold
Automatic wax film injection
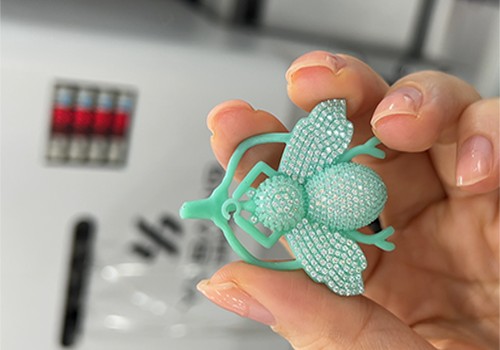
Diamond wax film
4nd Making Cast Plaster
Vacuum gypsum powder mixer is used for making plaster moulds for jewelry casting. [Learn More>>]
2st:Instead of 3D printer
At SuperbMelt, we have two types of machines for making jewelry wax molds. In addition to 3D printers, we also provide automatic wax injection machines. Automatic wax injection machines are ideal for mass production, while 3D printers excel in creating intricate, customized jewelry wax molds, making the choice dependent on production needs. [Learn More>>]
5rd Burnout Plaster Mold
It is used for melting and flowing the wax in the plaster mold and a hollow plaster mold is obtained. [Learn More>>]
Making Cast Plaster
Burnout Plaster Mold
Melting and Casting
Cleaning Finished Part
Polishing jewelry
6th Melting and Casting
The vacuum pressurized casting machine is customized to melt and cast gold, silver and other precious metal. [Learn More>>]
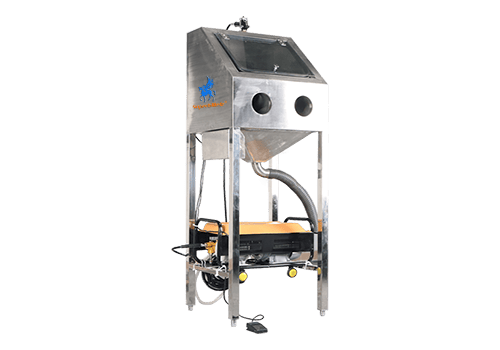
7th Cleaning Finished Part
Plaster cleaning machine is used to clean the finished product and get a clean jewelry blank.
8th Jewelry electrolytic polishing
A jewelry electrolytic polishing machine removes surface imperfections and enhances the shine of metal jewelry, delivering a smooth, mirror-like finish while improving efficiency for intricate designs. [Learn More>>]
1nd Jewelry Scanner
Used to accurately capture the intricate details, dimensions, and designs of jewelry pieces for purposes such as design replication, customization, quality control, and digital archiving. [Learn More>>]
2st Making Wax Mold
3d printing machine is used for making wax molds, which can directly print the design drawings.
2st Instead of 3D printer
At SuperbMelt, we have two types of machines for making jewelry wax molds. In addition to 3D printers, we also provide automatic wax injection machines. Automatic wax injection machines are ideal for mass production, while 3D printers excel in creating intricate, customized jewelry wax molds, making the choice dependent on production needs. [Learn More]
3st Stone Setting Machine
If your jewelry needs to be inlaid with diamonds, you can use SuperbMelt's automatic wax film diamond-setting machine after the jewelry wax film is made. A wax stone-setting machine automates the process of embedding gemstones into wax molds during jewelry production, significantly improving precision, efficiency, and consistency while reducing manual labor. [Learn More]
4nd Making Cast Plaster
Vacuum gypsum powder mixer is used for making plaster moulds for jewelry casting. [Learn More>>]
5rd Burnout Plaster Mold
It is used for melting and flowing the wax in the plaster mold and a hollow plaster mold is obtained. [Learn More>>]
6th Melting and Casting
The vacuum pressurized casting machine is customized to melt and cast gold, silver and other precious metal. [Learn More>>]
7th Cleaning Finished Part
Plaster cleaning machine is used to clean the finished product and get a clean jewelry blank.
8th Jewelry electrolytic polishing
A jewelry electrolytic polishing machine removes surface imperfections and enhances the shine of metal jewelry, delivering a smooth, mirror-like finish while improving efficiency for intricate designs.[Learn More]
In the intricate world of jewelry making, casting stands as a cornerstone process that bridges creative design with tangible craftsmanship—especially when working with precious metals like gold, silver, platinum, and palladium. The precision of casting directly determines the quality, value, and aesthetic appeal of the final piece, making it critical for jewelers to master both material characteristics and advanced casting technologies. This guide delves into the essentials of precious metal casting, explores leading casting equipment and methods, and highlights how Superbmelt’s vacuum casting process resolves industry-wide technical challenges, empowering jewelers to elevate their craft.
Chapter 1:
Casting With Different Precious Metals
Precious metals each possess unique physical and chemical properties that demand tailored casting approaches. Understanding these nuances is the first step toward achieving flawless results, as even minor deviations in process can compromise the metal’s integrity or the piece’s detail.
Gold (Au)
As one of the most malleable and ductile metals, gold is a favorite for intricate jewelry designs—from delicate filigree to bold statement pieces. However, pure gold (24K) is too soft for practical use, so it is often alloyed with copper, silver, or palladium to form 18K (75% gold), 14K (58.3% gold), or 10K (41.7% gold) variants. Key casting considerations for gold include:
Melting point control: Pure gold melts at 1064°C, while alloys range from 900–1000°C. Precise temperature regulation prevents oxidation and ensures uniform flow into molds.
Alloy consistency: Even distribution of alloying elements is critical to avoid color variations or structural weaknesses (e.g., brittleness from excess copper).
Loss prevention: Gold’s high value necessitates minimal waste—casting methods that reduce splatter, oxidation, and residue are prioritized.
Silver (Ag)
Silver is prized for its brilliant luster and affordability, making it ideal for both fine and fashion jewelry. With a melting point of 961.8°C, silver is more prone to oxidation (tarnishing) during casting than gold, requiring specific precautions:
Atmosphere control: Casting in a low-oxygen environment (e.g., vacuum or inert gas) prevents the formation of silver oxide, which causes dark spots or a dull finish.
Flux usage: Adding flux (e.g., borax) absorbs impurities and reduces surface tension, ensuring the molten silver fills intricate mold details.
Post-casting treatment: Quick quenching and polishing remove any residual oxide layers, restoring silver’s signature shine.
Platinum (Pt)
Platinum is a dense, corrosion-resistant metal with a high melting point (1768°C), making it a premium choice for high-end jewelry and engagement rings. Its casting demands advanced equipment and expertise:
High-temperature capability: Casting equipment must withstand extreme heat without degrading, as incomplete melting leads to porous or brittle castings.
Slow cooling: Platinum’s high thermal conductivity requires controlled cooling to prevent internal stresses and cracks.
Purity maintenance: Platinum jewelry typically contains 95% pure platinum (Pt950), so strict contamination control (e.g., avoiding contact with other metals) is essential.
Palladium (Pd)
A lightweight alternative to platinum, palladium (melting point: 1554°C) offers excellent strength and hypoallergenic properties. Its casting challenges include:
Oxidation sensitivity: Palladium oxidizes rapidly at high temperatures, so vacuum casting is nearly mandatory to preserve its bright, white finish.
Flowability: Molten palladium has lower fluidity than gold or silver, requiring higher casting pressure to fill fine mold details.
Chapter 2:
How to Choose the Best jewelry Casting Equipment
When it comes to jewelry casting, the type of method you chose to use is of utmost importance. Unlike most other notable casting processes, Jewelry casting requires strict adherence and care. Mistakes or negligence during casting can cost you a fortune. While our FAQ section is designed to help you scale through each time you come across a blockade while casting, taking out time to ensure that you are on track during the process would save you a lot of hassle and stress.
Here are a Few Things to Consider before Choosing a Jewelry Casting Method
Suitable Casting Material: no individual would fancy going through the hectic process of casting to end up with a piece of jewelry with little to no strength or resistance to corrosion. Selecting the right alloy would require checking out the shape, size, texture and weight.
Specific Product Requirements: before diving in jewelry casting, you would have to make up your mind as to what you would like the end product to look like. Whether you are trying to cast a piece of jewelry for yourself or you have a huge customer base at your wake, operating without accessing the product requirement and specifications can lead to miscalculations in the metal casting process.
Project/Tool Cost: the type of jewelry casting machine required is dependent on the casting method. Jewelry casting is an expensive venture, to ensure that you don’t end up at the losing end, it’s essential an estimate on the project cost is carried out before the casting process begins.
Wax Casting: Amongst all the notable casting techniques that renowned jewelry casting experts have used in creating jewelrys since time inception, Wax casting technique is among the few that have been able to withstand the test of time.
Wax casting ring technique utilises a wax model of a specific object in creating the mold. After the creation of the mold, molten metal is poured into the created mold to produce a sculpture. Wax casting influential position in creating small jewelry settings of any shape and size have made it one of the most sought out casting technique of all time.
While there are tons of notable wax casting methods available, we would focus on the two jewelry wax casting methods operating with the lost wax casting jewelry {investment casting} technique ‘Vacuum casting method and Centrifugal casting method’.
Designed to enable users enjoy a stress-free process and well-polished jewelry designs, hundreds of notable jewelry casting companies utilise the productive influence that the above-listed jewelry casting methods provides.
Since we are familiar with all the facts attached to wax casting, lets jump into the casting methods and processes involved.
2.1, Vacuum casting method
Vacuum casting is widely regarded as the gold standard for precious metal jewelry, leveraging vacuum pressure to draw molten metal into the mold cavity. Here’s how it works:
The wax pattern (attached to a sprue tree) is invested in a heat-resistant plaster or ceramic mold.
After dewaxing (removing the wax), the mold is preheated to remove residual moisture.
Molten metal is poured into the mold while a vacuum (typically 0.02–0.05 MPa) is applied, eliminating air gaps and ensuring complete mold filling.
Advantages for jewelry:
Exceptional detail reproduction: Ideal for intricate designs (e.g., filigree, micro-pavé settings) and fine surface textures.
Minimal porosity: Vacuum removes air bubbles, reducing the risk of pores or inclusions in the final piece.
Reduced oxidation: Closed-loop vacuum environment protects precious metals from oxidation, preserving their color and purity.
Best for: High-end jewelry, custom designs, small-to-medium production runs, and metals prone to oxidation (platinum, palladium, white gold).
2.2, Centrifugal casting method
Centrifugal casting uses rotational force (centrifugal force) to propel molten metal into the mold. The process involves:
A wax pattern tree is invested in a cylindrical mold, which is mounted on a rotating arm.
Molten metal is poured into a crucible at the center of the arm.
The arm spins at high speed (500–1500 RPM), using centrifugal force to push the metal into the mold cavity.
Advantages for jewelry:
High production efficiency: Suitable for batch production (e.g., 50–100 pieces per run) of standardized designs (e.g., simple rings, earrings).
Lower equipment cost: Centrifugal casting machines are more affordable than vacuum systems, making them accessible for small workshops.
Good flowability: Rotational force aids in filling larger molds or thicker-walled pieces.
Limitations:
Less precise detail: May struggle with ultra-fine designs or micro-pavé settings due to potential air entrainment.
Higher porosity risk: Centrifugal force can trap air bubbles, especially in complex mold geometries.
Best for: Fashion jewelry, mass-produced pieces, silver or low-karat gold jewelry, and workshops with high-volume needs.
2.3, Other traditional casting methods
Lost wax casting might have been able to garner a reputable number of individuals and companies to its casting methods but it isn’t all there is. The other notable casting processes available are plaster mold casting and sand casting.
Sand Casting
You wouldn’t find a better casting method for casting small molds at a profitable cost. Sand casting has been in use since the dawn of ancient Egypt. Its reliance on silica-based materials enables users to gain access to a casting process void of tearing and cracking. With the inclusion of clay to the sand casting process, a durable amount of flexibility during the cooling phase is obtainable.
Sand casting does not provide much room for the creation of ornaments and jewelrys like investment casting. Its credibility is widely acknowledged in the automotive and housing industry. Amongst all the traditional casting methods available, sand casting is the most cost-effective and suitable casting method for casting ferrous and non-ferrous materials.
Sand casting, on the other hand, is a bit unreliable in terms of accuracy. Gaining accurate measurements while casting components with specified size and weights can keep you at its wheels all day. Sand casting process bounds objects together using clays, chemical binders, or polymerized oils. Sand casting does not require as much maintenance as other casting methods.
Plaster Mold Casting
While vacuum and centrifugal casting dominate modern jewelry production, some traditional methods are still used for specific applications:
Investment Casting (Lost-Wax Casting)
The oldest casting method, investment casting is the foundation of both vacuum and centrifugal processes. It involves creating a wax pattern, investing it in a ceramic or plaster mold, dewaxing, and pouring molten metal.
Pros: Versatile (works with all precious metals), suitable for one-off custom pieces.
Cons: Labor-intensive, slower production, higher risk of defects without automated pressure control.
Gravity Casting
Gravity casting relies solely on gravity to fill the mold, with molten metal poured into the sprue at the top of the mold.
Pros: Simple equipment, low cost, ideal for large or thick-walled pieces (e.g., bangles, pendants).
Cons: Poor detail reproduction, high porosity, not recommended for intricate or high-value jewelry.
2.4, Comparison of multiple casting methods
Casting method
Advantages
Disadvantages
Uses
Burn out cycle
Vacuum casting method
Short production time.
Notable degree of accuracy.
Smooth surface finish.
A bit expensive.
jewelrys, pipes, flywheels, cylinder liners.
1600° F for 12 to 16 hours
Centrifugal casting method
A high degree of accuracy.
Capable of creating tiny wall parts with accurate geometrics.
Extremely smooth surface finish.
Quite expensive.
jewelry, pipes, flywheels, cylinder liners.
1600° F for 12 to 16 hours
Sand casting method
Little requirement for maintenance. Can be easily recycled.
Suitable for casting ferrous and non-ferrous materials.
Low accuracy level.
Creates products with a rough surface finish.
Automotive and housing equipment.
Less than a week
Plaster mold casting method
Smooth surface finish.
Can cast surface shape with thin walls.
Better dimensional accuracy than sand casting
Quite expensive
High requirement for maintenance
Casting equipment of complex geometry
Less than a week
Chapter 3:
How does SuperbMelt’s Vacuum Casting Process Solve the Problems Caused by The Casting Process
Even with advanced equipment, precious metal casting is prone to defects that can ruin high-value pieces—from air bubbles to surface blemishes. Superbmelt, a leader in jewelry casting technology, has engineered its vacuum casting process to address these common pain points, ensuring consistent, high-quality results.
3.1, Air Entrapment in Wax
Problem: Air bubbles trapped in the wax pattern (during wax injection) or between wax components (e.g., sprue attachments) can lead to voids or incomplete filling in the final casting. For precious metals, even tiny air pockets reduce structural integrity and devalue the piece.
Superbmelt’s Solution:
Precision wax injection control: Superbmelt’s vacuum casting system integrates a wax pattern pre-treatment module that uses low-pressure vacuum (0.03 MPa) to remove air bubbles from the wax before investment.
Sprue design optimization: The system includes software to simulate metal flow, recommending sprue placement and size to minimize air entrapment during pouring.
Real-time pressure monitoring: During casting, the vacuum chamber maintains constant pressure (±0.001 MPa), ensuring air is fully evacuated as molten metal fills the mold.
3.2, Wrinkled Surface
Problem: Wrinkled or uneven surfaces occur when molten metal cools too quickly, shrinks unevenly, or the mold surface is damaged during dewaxing. This defect is particularly noticeable on polished precious metal pieces, requiring costly rework.
Superbmelt’s Solution:
Controlled mold preheating: The system’s programmable mold heater preheats ceramic molds to a precise temperature (300–800°C, adjustable by metal type) to match the molten metal’s temperature, preventing rapid cooling and shrinkage.
Smooth mold cavity finish: Superbmelt’s recommended investment materials (ceramic slurries) create a ultra-smooth mold surface (Ra < 0.8μm), transferring a flawless texture to the metal.
Gradual cooling cycle: After casting, the vacuum chamber initiates a slow cooling program (5–10°C per minute) to ensure uniform shrinkage, eliminating wrinkles and surface irregularities.
3.3, Wax Tree Defects
Problem: Poorly designed sprue trees (e.g., incorrect branch angles, inadequate runner size) cause uneven metal flow, leading to incomplete filling, cold shuts, or metal pooling. For complex jewelry trees (with 20+ pieces), these defects can ruin an entire production run.
Superbmelt’s Solution:
3D-optimized tree building software: Superbmelt’s proprietary software allows jewelers to design sprue trees in 3D, simulating metal flow and identifying potential bottlenecks. The software recommends branch angles (15–30°) and runner diameters (2–5mm, based on piece size) for optimal flow.
Customizable tree fixtures: The casting machine includes adjustable fixtures to secure the sprue tree in the mold, preventing movement during pouring that can cause misalignment or flow disruptions.
Multiple gate options: Interchangeable gate inserts (e.g., fan gates, pin gates) accommodate different piece sizes, ensuring even metal distribution across the entire tree.
3.4, Burning Wax Defects
Problem: Incomplete dewaxing (residual wax left in the mold) or excessive heat during dewaxing (damaging the mold) leads to carbonization (black spots) or mold cracking. For platinum or palladium castings, residual wax can cause permanent discoloration.
Superbmelt’s Solution:
Two-stage dewaxing process: First, the mold is heated to 120°C (low temperature) to melt and drain most wax; then, it’s heated to 600°C (high temperature) to burn off residual wax, ensuring 100% wax removal.
Controlled heating rate: The dewaxing oven heats at a slow, consistent rate (10°C per minute) to prevent mold cracking from thermal shock.
Residual wax detection: A built-in sensor monitors the dewaxing chamber, alerting operators if residual wax remains before casting begins.
3.5, Melting Temperature
Problem: Cold shuts occur when molten metal flows split and rejoin without fully fusing—usually due to low metal temperature, slow flow, or inadequate mold preheating. These defects appear as faint lines or cracks, compromising the piece’s strength (especially dangerous for rings or bracelets that endure wear).
Superbmelt’s Solution:
Precise temperature control: The crucible heater maintains molten metal temperature within ±5°C of the optimal range (e.g., 1069°C for 24K gold, 1773°C for platinum), ensuring the metal remains fluid during pouring.
High vacuum pressure: The system’s advanced vacuum pump generates up to 0.02 MPa pressure, accelerating metal flow and ensuring split flows fuse completely.
Mold temperature synchronization: The mold and metal temperatures are calibrated to within 100°C of each other, preventing rapid cooling of the metal as it enters the mold.
3.6, Excessive Stress
Problem: Cracks form due to internal stresses from uneven cooling, improper alloy composition, or mold constraint. Platinum and palladium are particularly prone to cracking because of their high thermal conductivity and brittleness when cooled too quickly.
Superbmelt’s Solution:
Programmable cooling curves: The vacuum chamber’s cooling system uses metal-specific cooling curves (e.g., slower cooling for platinum, moderate for gold) to reduce internal stresses.
Alloy compatibility checks: The system includes a database of optimal casting parameters for common precious metal alloys, ensuring operators use the right temperature and pressure for each alloy.
Mold release agent: A specialized mold release agent (safe for precious metals) reduces friction between the metal and mold, allowing the casting to shrink freely without constraint.
3.7, Inclusion Defect
Problem: Pores (air bubbles trapped in the metal) and inclusions (impurities like oxide or mold debris) are the most common casting defects, reducing the piece’s value and making it prone to breakage. For high-karat gold or platinum, even microscopic pores are unacceptable in polished pieces.
Superbmelt’s Solution:
High-purity vacuum environment: The vacuum chamber removes 99.9% of air and moisture, eliminating the source of pores.
Crucible purification: Superbmelt’s crucibles are made of high-purity alumina (for gold/silver) or zirconia (for platinum/palladium), preventing contamination from crucible materials.
Molten metal filtration: A fine-mesh filter (5–10μm) is integrated into the sprue system, trapping impurities before they enter the mold cavity.
3.8, Pins Defect
Problem: Fins (thin, excess metal projections) form when molten metal seeps into tiny cracks or gaps in the mold—usually due to mold damage, improper investment, or excessive casting pressure. Removing fins from delicate jewelry (e.g., micro-pavé settings) is time-consuming and risks damaging the piece.
Superbmelt’s Solution:
High-integrity mold investment: Superbmelt recommends a proprietary ceramic investment material with high strength and low porosity, reducing mold cracking or gap formation.
Adjustable casting pressure: The system allows operators to fine-tune vacuum pressure based on mold complexity—lower pressure for delicate molds reduces seepage, while higher pressure for complex designs ensures filling.
Mold inspection tool: A built-in camera allows operators to inspect the mold cavity for cracks or gaps before casting, preventing fin formation proactively.
Chapter 4:
Conclusion
Precious metal jewelry casting is a fusion of art and technology — where material mastery, equipment selection, and defect control work in harmony to create timeless masterpieces. For jewelers, understanding the unique properties of gold, silver, platinum, and palladium forms the foundation of successful casting, while choosing the right casting method (vacuum casting for precision, centrifugal casting for productivity) ensures alignment with production goals.
SuperbMelt’s vacuum casting process combines precise temperature control, advanced vacuum technology, and intuitive design tools to solve the industry’s most challenging defects, such as air entrapment, cold shuts, porosity, and fins. Whether producing high-end platinum engagement rings, mass-producing fashionable silver jewelry, or crafting custom gold pieces, this process delivers stability, quality, and efficiency unmatched by traditional methods or basic equipment.
The ultimate goal of jewelry casting is to transform precious metal materials into wearable works of art. By leveraging the insights in this guide and adopting advanced solutions such as SuperbMelt’s vacuum casting system, jewelers can reliably convert raw materials into flawless, market-ready jewelry — reducing rework, improving yield, and shortening lead times. The results are clear: higher product quality, lower production costs, and greater confidence in every cast — whether it’s a one-of-a-kind creation or high-volume production.
Whether you are a craftsman pursuing intricate artistry, a manufacturer scaling up production, or a designer with exacting demands for metal color and purity, SuperbMelt provides the equipment, process control, and technical support to meet your needs. Our systems integrate precise temperature and pressure control, intelligent software for sprue design, and contamination-free melting technology to eliminate common failure points and enhance repeatability.
Chapter 5:
FAQs
What are the probable causes of small bubbles on casting?
When the investment is too vicious; 2. When the working time allocated to the investment to degas flask is too short; 3. When bubbles are trapped against the pattern.
Is there a dedicated time attached to mixing the investment and preparing the mold?
No specific time is dedicated to mixing the investment, although, if you would like to enjoy a smooth and clean casting process, it’s essential you utilise a powder mixer while mixing the investment.
How do I remove the porous surface on casting?
To remove the porous surface on casting, add reservoirs to the sprue tree.
Why am I having a pitted surface after casting?
Pitted surface is caused by the ash residue that results from incomplete burnout.
Apart from a wax heat pen, what other viable alternatives are available in joining a print to a wax tree?
In scenarios where the pattern is too fragile for a wax heat pen, you can use a fast setting epoxy or super glue in sticking print to the wax tree.
What are the effects of metal flashing in a mold?
Metal flashing can cause the investment to become weak thereby becoming cracked or damaged during burnout.
How can I remove Jagged blobs on casting?
There are a few things you can try out when jagged blobs are formed on casting. Some of the notable solutions are decreasing the amount of water during investment, increased the required bench set time after investment, create larger spacings between resin patterns.
Are they homemade methods for polishing a piece of fine jewellery?
There are a few homemade methods available for polishing fine jewelry. To get detailed instructions on all the processes required, you can check out this piece.
What is lost wax jewelry casting?
Lost wax jewelry casting is the process of creating a duplicate metal sculpture from the original. It’s notable for the precision it provides.
What is casting wax used for?
Casting wax is required when designing a fine piece of jewelry. After wax casting occurs, the liquified material is poured into a mold which is then left to form a solidified material.
What type of wax is used for investment casting?
Different types of wax can be used for investment casting. The preferred choice is dependent on the part of the wax pattern on which you are working on. The available wax are Filled Pattern waxes Un-filled or Non-filled Pattern waxes, Runner waxes, Water-soluble waxes, Repair Waxes and Sticky waxes
What materials can be used for casting?
The material that can be used for metal casting includes Titanium alloy, Gray iron, Aluminum alloy, Steel, Copper and Zinc.
Is investment casting expensive?
Compared to most other forms of casting, investment casting is a bit expensive. Note that most other forms of casting cannot provide you with the smooth surface finish and mechanical properties that investment casting provides.
Why is it called the lost wax method?
Investment casting is also known as lost wax casting, because in the beginning wax model is created as per your desired casting pattern, then the liquid metal is inserted into the mold and the wax model is melted and wipe-out. The metal gets harden and get the desired shape similar to casting pattern.
What are the advantages of investment casting?
The major advantage of investment casting is that unlike in traditional casting procedures were the molten metal depends on gravity to flow into the cavities of the mold, investment casting ensures that the molten metal is forced into the cavities of the mold with either centrifugal force or the vacuum casting method.
What is vacuum casting process?
Vacuum casting process is a technique whereby vacuum is used to draw the liquid material into the mold. This process is used when air entrapment is a problem, there are intricate details or undercuts, or if the material is fibre or wire reinforced.
What is shrinkage allowance in casting?
Shrinkage allowance in casting is known as a time during casting whereby the material in use shrinks {reduces in dimension and volume}. Shrinkage allowance taking place during the first two stages of casting is called liquid shrinkage while shrinkage during the third stage is known as solid shrinkage.
What is the difference between mold and cast?
A mold is an impression of an object or organism while a cast can be seen as the final step that follows after the mold. Notable known as two distinct processes in jewelry making, for only after the creation of a mold do you get to cast.
What materials can be used as molds for pewter casting?
The materials required for making a mold during pewter casting include Object to cast, Small box, Sulfur free clay, RTV rubber, Mold release spray, Liquid pewter and Baby powder.
Is that Possible to Cast with Stone?
Yes, you could cast with stone in our casting machine.