


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
2 years warranty
The warranty for our machine is one year longer than the warranty provided by other factories.
ISO CE SGS approved
Professional certification bodies certify that the machines are of high quality.
Strong service team
We will give response within 24 hours against your problem by our professional engineer.

The Development History of Jewelry Casting
Jewelry has been a great part of human existence before civilization. In the early days, jewelry was fashioned from stones, metal, bones, wood and other attractive materials available. The jewelers would spend days hammering, pounding, and chiseling an intricate design to get the desired shape and size.
Some of the ancient jewelry making techniques use several indgenious methods. Methods that were commonly used in the early days were a specialty skill. In other words, jewelry making in the early times required a certain level of expertise.
Among some of the techniques was “Filigree”. Filigree is when materials such as silver, copper or gold are heated and poured through small holes to create thin wires. The artisans then wind these wires to create patterns such as animals, flowers or just a simple curved pattern. It is a difficult technique that requires patience and steady hands.

Another early technique of making jewelry is “Cloisonne”. Cloisonne is a technique where pieces of glass are inserted in an open compartment in metals. It is then heated at a high temperature to create an elaborate design of vibrant colour. Cloisonne technique was popular in China and Japan and very well crafted cloisonne jewelry is quite expensive.

Today, jewelry is made using a combination of several methods. It uses the traditional methods with the use of simple tools such as sand casting and hand making jewelry, to the use of modern and sophisticated tools, such as the vacuum casting machine and the centrifugal casting machine. Lost wax casting process is a modern technique of casting jewelry. The lost wax casting involves carving jewelry design in wax. The wax is then melted away to allow molten metal take the form of the wax model . This technique is still being used today as it is the easiest and most cost efficient.
1.1, When to Start Casting Jewelry in Bulk
The jewelry business is a fast moving one that requires hundreds to thousands of batches to be made within a short time. The old technique of casting jewelries only allows one to be made at a time; in certain techniques such a s hand making, it takes several hours and sometimes days to complete a single jewelry item.
Due to the large demand of jewelries, jewelers desire techniques and technologies that will enable them to produce in bulk. This is why the lost wax casting method is adopted. The lost wax casting method allows jewelers to make wax patterns, several replicas are then made. All replicas are then attached to a wax mold tree.
Hundreds of replicas can be made and attached to a single wax mold tree and cast at once. After casting, the jewelries are formed exactly like the replica as the initial wax pattern. The jewelry pieces are then removed from the tree for polishing.
Casting jewelry with a vacuum casting machine casts high quality bulk jewelries within a short period of time to meet up with the high demand of jewelry.

1.2, History of the Development of the Lost Wax Casting Method
Lost wax casting is also known as investment casting and precision casting. It is a well known and popular method of casting jewelries. It has remained the process of choice for many due to its accuracy, ability to replicate details, repeatability and efficiency.
Lost wax casting has existed for thousands of years, with the earliest examples 3700BC and it is widely used in jewelry production till date. Artefacts, scepters and statutes made through the lost wax casting process were discovered in Israel, Vietnam, Nicaragua. In the historic region of Mesopotamia, lost wax casting was heavily used for small and large scale casting. After several centuries of use in the production of sculptures in 18th century Europe, the process kept advancing till the 19th century. The legacy of the lost wax casting techniques remains till today. Lost wax casting is used to produce detailed, intricate metal components that are applied in jewelry casting situations.
The lost wax casting process can now be created using technologies; such that the wax models are designed using CAD software tools. The wax models are also printed with a 3D lost wax casting machine or using a wax injector.
How to Choose the Best jewelry Casting Method
The lost wax casting can be used to cast jewelry using different machines; vacuum casting machine and centrifugal machine.
2.1, Vacuum Casting Method
Casting jewelry with the vacuum casting machine allows for effective and time saving jewelry casting. Vacuum casting machines ensure that jewelry is cast under the vacuum condition, this means that there is minimal exposure to air, which has the possibility of causing oxidation, shrinkage or porosity of jewelry.
Quick and easy steps to casting jewelries using the vacuum casting machine. First, whatever jewelry you wish to cast, wax mold needs to be created. The wax mold provides a prototype of the exact jewelry you wish you cast. Wax mold can be made either with a 3D wax printer or a wax injection machine. The wax melts in the burnout furnace to create room for molten metal.

The investment mold is now ready for the vacuum casting machine. In the vacuum casting machine, two processes occur; melting and casting. Melting occurs in the upper chamber of the vacuum casting machine while casting occurs in the lower part of the vacuum casting machine. Molten metal is sucked into the mold in the lower chamber via vacuum. After casting, the jewelry is removed for cleaning and polishing.
2.2, Centrifugal Casting Method
Centrifugal casting method follows the same process as the vacuum casting method. The difference between the two methods is the machine that carries out the casting process. After the investment is dry and the wax melted, the flask is placed in a centrifugal casting machine.
The centrifugal process involves using a centrifugal force to create inertia that is capable of filling molten metal into hollow cavity. The centrifugal casting machine is designed with a flask placed in a cradle on a swing arm in direct alignment with a crucible, the melted burn out produced from the hollow cavity depends on the heat frequency, induction and torch used for melting precious metal.

The casting process attached to using the centrifugal lost wax casting is dependent on the surface tension of molten metal. Casting delicate metals will require force to allow the centrifugal machine create durable molds.
2.3, Other Casting Methods
Casting jewelry without the lost wax casting method is done traditionally. The traditional methods of making jewelry are sand casting and hand making jewelries with simple hand tools.
Sand casting: Sand casting is one of the most popular and simplest forms of casting that has been used for centuries. In sand casting, molten metal usually gold, silver, iron, stainless steel, copper, etc, is poured into a two piece mold. This two piece mold is formed with two rectangular frames. Each of the frames has an opening cut in one of the narrow sides, usually enlarged by a range that creates a funnel when the frame halves are put together. One half of the rectangle is called the “cope” and the other half is called the “drag”.
The molds are created by compacting sand, most often mixed with clay as a bonding agent and moistened with water, around a pattern or model of the final product. The mold is split apart and the pattern removed. The two halves of the mold are put back together and the void is filled with molten metal.
Once the metal cools sufficiently, the mold is opened, the sand removed, and the part taken out. Molds are destroyed in the process, but new ones are easy to make. The sand is often reclaimed and reused multiple times.

Plaster mold casting: Plaster casting is similar to sand casting except that plaster of paris is substituted for sand as a mold material. Plaster casting is an inexpensive alternative to other molding processes for complex parts due to the low cost of plaster and its ability to produce near net shape castings. The biggest disadvantage is that it can only be used with low melting point non-ferrous metals such as aluminum, copper, magnesium and zinc.
During plaster mold casting, the parting line is first determined. It is either a simple two-part or a more complex three or more part. Then the plaster mold is mixed, and the pattern is sprayed with an anti-adhesive. The plaster is then poured into the pattern and shaken so that the plaster fills the pattern completely. The plaster sets in for about 15 minutes and after which, the pattern is removed and a mold formed. The mold is then baked to remove excess water.
Once the mold is dry, it is assembled, preheated, and the molten metal is poured into it. Finally after the metal hardens, the plaster is broken from the cast part. It usually goes through finishing processes such as cleaning, grinding, heat treating and blasting.

Hand making jewelry: As the name implies, making jewelry is done with hand from start to finish. The process is an age-old method, where jewelers use the required metal only for making jewelry. Hand Making jewelry requires a very high level of craftsmanship and is usually crafted from jewelry metal without any use of mold, wax, or other additions. A single piece of jewelry is worked on for days or weeks at a time. Handmade jewelries are naturally stronger as the metal has been hardened by the process of bending, rolling, shaping and hammering.

2.4, Comparison of all Casting Methods
| Casting Method | Advantages | Disadvantages |
| Vacuum casting | Both ferrous and nonferrous metals can be cast. Bulk casting is possible. Casting time is fast and of high quality. It offers flexibility in design. Casting is easy and without stress. Excellence surface finish, accuracy and tighter tolerances. High versatility.
| A bit expensive. |
| Centrifugal casting | Has a high production output. High degree of accuracy.
| Expensive method of casting jewelry. Requires special skill for operation.
|
| Sand casting | Suitable for casting ferrous and nonferrous metals. Casting is cheap. Very complex parts can be cast.
| Low quality casting finish. Bad casting dimensions. Rough surface finishing. Unstable casting quality. Slow production rate. Labour intensive. |
| Plaster mold casting | Casting has excellent surface finish. Reduce wastage of scrap materials. Can produce complex shapes. Exact copying of pattern detail. | Can only be used to cast low melting temperature nonferrous metals. Poor productivity as it has lengthy processing problems. Problem of poor mold permeability. Close monitoring of the production process is required.
|
| Hand making | Jewelry pieces are unique. Handmade jewelries are inherently stronger. It is possible to have a mix of metals in a single design. No wastage of metals. | Has a lot of imperfections. A single piece takes time to make. Requires a high level of skill. Handmade jewelries are more expensive. High reliance on designers sketches. |
In comparing all methods of casting jewelry, we see that some of the methods such as sand casting and plaster mold casting are the cheapest. Always bear in mind that casting quality matters when choosing a method for casting your jewelry. This is why we recommend the lost wax casting method with the use of a vacuum pressure casting machine to machine a top quality casting procedure. Below are the features you derive from the vacuum pressure casting machine.
- The jewelry vacuum casting machine is the best choice in terms of jewelry quality, production speed and capacity. The vacuum casting machine reaches a temperature at 1600 degree celsius in a few minutes. This means that the casting is quite fast even for multiple batches.
- The vacuum casting machine can perform both automatic and semi automatic functions, therefore, labour cost is reduced. Sand casting and handmade methods are labour intensive processes of casting jewelry.
- Melting and casting are done in two separate chambers for quality performance, i.e, both processes occur within the same machine.
- The vacuum pressure casting machine offers low cost maintenance.
- Jewelries cast with a vacuum casting machine are long lasting. Jewelries do not tarnish or corrode.
- The lost wax casting ring is quite detailed and all details appear on rings cast with a vacuum casting machine.
- The power required of the vacuum casting machine is between 8.5kw and 25kw, therefore, excessive power is not required for casting, thereby saving production cost.
What to Do before Jewelry Lost Wax Casting
Before casting jewelry with the lost wax technique, certain things have to be put in place like; getting precious metals that will be melted and cast into jewelry, getting your lost wax mold ready for design, investment, vacuum casting machine. All these require proper planning. At this point, the size of your casting should be determined in order to avoid wastage of precious metals and other materials. You also need to determine the metal type, gold, silver, copper, stainless steel, etc. Determine also how you will get lost wax mold; which could be through a resin 3D lost wax casting machine or using a lost wax injector.
3.1, Obtaining Pure Precious Metals
Gold, silver and platinum are precious metals also known as noble metals. All other metals outside gold, silver and platinum are non precious or base metals. Although non precious metals such as copper, brass, stainless steel and titanium are used to cast jewelry.
Gold is one of the best metals to use for jewelry-making as it’s very soft and easy to work with. Gold is often mixed with metals like zinc or copper as in its purest form, it can be too soft to use.
Gold is measured in weight with 24 Karat being the purest form of gold (99.9%) right down to 10 Karat (41.7% pure gold). Some costume jewelry is made with a gold plate, which is a base metal covered with a very thin layer of gold. Gold plates are much less expensive than pure gold and are more readily available for that reason.
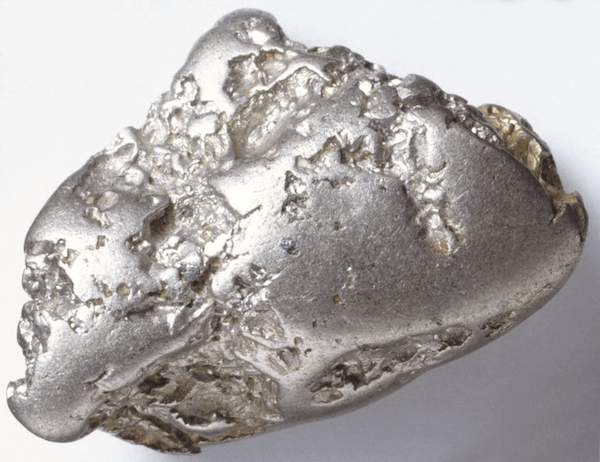
To obtain gold for casting jewelry, it can be in different forms, such as smelting gold from its ore. Ore is a combination of different materials such as silver copper, platinum, etc. Gold nuggets and gold bars can also be used to cast jewelry, as well as old jewelry items can be melted to cast new jewelry.

Silver is also very soft to work with in its purest form, so it’s often mixed with copper to make it more pliable. There are several types of silver metals, such as fine silver, sterling silver, nickel silver and silver plate. Fine silver is the purest form with a 99.9 level of purity. Sterling silver is a combination of copper and silver.
With copper occupying less than 8% of the precious metal. Sterling silver is durable and its lifespan is longer than pure silver. Sterling silver jewelries are plated with fine silver to provide it with a glittering appearance. Silver is obtained from its ore by smelting it at 965 degree celsius. It is important to keep in mind that slag appears on the surface of molten silver and it should be removed before pouring into mold.

Platinum is a rare and very expensive metal which is even more precious than gold. It looks like silver in appearance and is a very heavy metal. Platinum is a combination of sperrylite and platinum arsenide.
Unlike other precious metals, platinum allows users to enjoy a dense metallic element with high resistance to corrosion. Obtaining platinum is a very tedious process. Once platinum is extracted from its ore, the next thing to do is “crushing”. What crushing does is that it allows a smooth surface area to be achieved. Impurities such as iron and sulphur are extracted by immersing the metal in water. The raw product settles under water.
After it settles platinum is 99% pure, to remove the 1% impurity, it needs to be heated at 1500 degree temperature.
3.2, Designing Jewelry
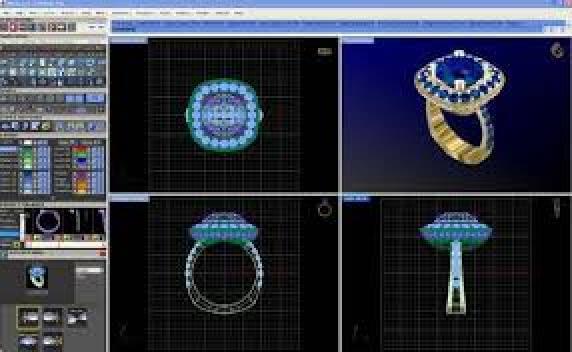
Designing jewelry is often inspired by emotions, religion and imagination. You can also get suitable design ideas from the internet, jewelry stores or from old jewelries. Designing jewelry often begins with sketches on paper or you can draw your sketches using softwares. Examples of jewelry design softwares are RhinoGold, Zbrush & Sculptris, Matrix, 3Design, Blender, TinkerCAD, etc.
For some designers, sketching is done with a detailed colour painting, while others create a simple basic sketch to use as a guideline. Many of today’s artisans will create a comprehensive, computer rendering through CAD jewelry design, and some simply work with a visual image in their mind.
3.3, Select Device
Once you have decided on the type of jewelries you wish to cast, you need tools and equipment to carry out the casting process. If you choose to use the lost wax casting process, you need the vacuum casting machine. The following are the devices and tools you need for casting jewelry through the use of lost wax casting method.
- 3D lost wax casting machine printer or wax injection machine: With the 3D printer, you can directly print the wax you need for the wax model. All you have to do is make a design of choice on your design software and then print. The wax injection machine basically fills molds with molten wax, once wax solidifies, it can be used to form wax mold trees.
- Burnout oven: This is needed to harden investment and water mixture at the same time melting out the wax mold. The melted lost wax mold provides the space for incoming molten metal.
- Precious metal: Any precious metal of choice, could be silver, gold or platinum that will be melted to cast pieces of jewelries.
- Sprue wax: The sprue wax is needed for attaching sprue to the main sprue tree during tree building.
- Investment machine: Used for mixing investment and water in the right capacity.
- Investment: Investment is needed for creating mold needed for casting.
- Vacuum pressure casting machine: Suitable for casting jewelry under vacuum pressurized conditions.
- Protective supplies: Rubber gloves, goggles and aprons are needed to protect from splashes.
How to Cast Jewelry using Superbmelt Vacuum Casting Method
Step 1, Making Wax Mold
Casting jewelry with the vacuum casting machine requires creating wax mold. How then are wax molds created? Wax molds are created by making a silicone mold of model design of jewelry. The model inside the silicone is heated up under pressure, that is referred to as “vulcanization” using a vulcanizer. The silicone becomes hard and rubbery after several hours. The model is then cut out and the mold is separated into two halves. Melted wax is then injected into the mold. The lost wax gets cooled in about a minute and can be removed from mold.
You can also use a 3D lost wax printer to make wax mold. A 3D wax printer solidifies liquid resin to form any piece of jewelry model. Here is how it works:
- You can choose your software tool and then design a 3D piece of ring, pendant, earring, etc. Once designing is complete, export it as an STL file or a similar compatible file type and prepare for printing with your 3D slicer.
- Once you slice the 3D model of your piece, you are ready to print. To check for sizing and fitting, it is recommended that you test run on a lower quality setting, once you get a perfect fitting, you can proceed to printing your model on a higher setting. You then create the inner and negative mold.
- When the original mold is ready, you need to create a seal area or sprue whereby you can pour the material inside. After setting this up, pour the molten material (either silicone, polyurethane, or any other wax-like material) inside the sprue.
- Remove the model when it gets dried and attach the models to a tree.

Step 2, Making Wax Mold Tree
Attach the slender sprue on each wax of your pattern (created in the molding process) onto a long, tapering wax rod; this becomes the “trunk” of the tree, supporting many pattern “branches”. The tree is rooted in the centre of a rubber base that keeps the tree upright and steady as it is built. Patterns are attached using a sticky wax or a hot wax pen.

Step 3, Making Plaster Mold
Plaster mold is created with a mixture of water and investment also known as gypsum. Plaster mold can be done manually or with a vacuum investment powder mixer for jewelry. The vacuum investment powder mixer mixes the investment and water in the right proportion and consistency, this means that there are no bubbles or lumps that can lead to defects in casting. The gypsum mixer is used thus:
Open the cylinder covers of the gypsum mixing machine and set the flasks in the bottom cylinder and close the cover. Open the upper cylinder cover to add gypsum powder and water. Water goes first into the cylinder and then the gypsum powder. Close upper cylinder cover. Stirring begins after pressing the mixer button. Also, switch on the upper cylinder ball valve and the bottom cylinder ball valve. When the stirring time remains 2 minutes, align the feed port at the casting flask and fill each casting flask one after the other. Open the cylinder exhaust ball valve for all exhaust.
To mix gypsum and water manually, get a large bowl and mix gypsum and water till a thick consistency is achieved. Fill the mixture into the casting flask that contains the wax tree attached to sprue.
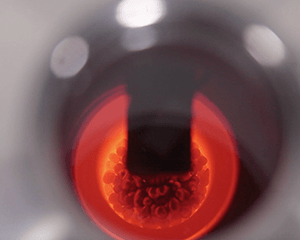
Dewaxing occurs in the burnout furnace. The burnout stage takes several hours and serves a few purposes. It completes the curing of the investment, removes all traces of wax, and brings the investment in the casting flask to a temperature that will keep the molten metal liquid as it fills the pattern cavities. A flask that is cooler than the metal draws heat away from the metal, causing it to solidify too quickly before the patterns have been properly and completely filled. It is always advisable to use a well ventilated furnace to guarantee adequate airflow within the furnace chamber.

Step 4, Melting and Casting Process
The melting and casting process is the primary reason you are casting jewelry in the first place, hence, this step is very important. Once the casting flask has been removed from the burnout furnace, the next thing to do is make use of the vacuum casting machine. Place the casting flasks into the vacuum pressurized jewelry machine casting chamber. Begin melting solid precious metals under the vacuum and pressurized condition. The purpose of the pressurized condition is that the inert gases on which the vacuum casting machine operates prevents oxidation during casting. Once the metal melts, remove the casting flask and set aside to cool.
Step 5, Washing and Polishing
When casting is complete, the jewelry may not be as attractive as it ought to be. This is why it goes through the process of washing and polishing. Washing and polishing can be done manually or with a cleaning machine. The manual process can be hectic and time wasting with the use of sandpaper, carborundum and burnisher. By using a cleaning machine, the stress of cleaning is reduced. Washing removes all investment and wax that may be trapped within the jewelry. After washing, the next step is polishing. For polishing, you can make use of abrasive polishing paste like; bobbing, tripoli and red gauge. Polishing is done to enhance the appearance of jewelry items, prevent contamination or create a reflective surface.
Step 6, Precision machining
Precision machining in its basic form is taking a larger piece of jewelry and removing the excess. The larger piece is changed in some way using a material removal procedure. Precision machining is done to achieve the highest level of accuracy. The Computer Numerical Controlled process is used throughout precision machining. It uses numerical control which can be customized throughout every job and controls numerous tools such as lathes, mills and grinders.

How does Superbmelt’s vacuum casting process solve the problems caused by the casting process
Casting jewelry no doubt has many problems that gets jewelers and jewelry manufacturers worried. Superbmelt vacuum casting jewelry machines are trusted for solving all casting problems posed by other means of casting jewelry that jewelers encounter. Superbmelt jewelry casting machines have outstanding features that make the process of casting seamless for commercial and personal jewelry casting.
The most common problems that jewellers usually encounter during the jewelry casting process are shrinkage defects, gas porosity, mold material defect, pouring defect, and metallurgical defects, air entrapment in wax, wrinkled surface, tree building defect, etc.
5.1, Air Entrainment in wax
Air entrainment is a common defect in jewelry casting and it is often caused either when air is injected into mold along with the wax or when air in the mold is trapped during the wax injection process. In either case, these air bubbles can pop when the casting equipment is vacuumed. Automatic wax injectors can produce more consistent waxes in general compared to wax shot by hand or conventional wax pots because the parameters are easier to repeat. These vacuum wax injectors can create bubbles in the wax.
When the bubbles pop, the void is filled with the investment slurry. Later the metal fills around the investment formations, which appears oftentimes as small rounded holes in casting. Air entrainment is usually caused by air not being able to escape during casting.
Effects of air entrainment in wax include:
Formation of bubbles within the jewelry piece.
Weakens the texture of jewelry pieces.
Jewelries become easily breakable.
Solution:
The easiest way to prevent air entrapment is to constantly monitor the automatic lost wax machine and check the durability of the mold venting system before casting.
Ensure that the gasket and other parts of the furnace is cleaned, this also prevents air entrainment.

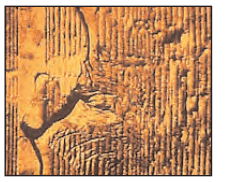
5.2, Wrinkled Surface
Wrinkled surface defects can be traced to when investment casting procedure is not done properly. This can occur during the burn out process, burn out process takes some hours to complete but if a jeweler is not patient to wait out this step, wrinkled surface defect can occur. Wrinkled surface defects can also occur when casting flasks are placed too close to the side of the burnout furnace. Placing the casting flask into the furnace in the right way is very important.
Effects of wrinkled surface:
Wrinkled surface defect as the name suggests leaves jewelry surface wrinkled rather than smooth.
Solution:
Ensure that casting flasks are placed directly in the middle of the furnace. When heat is evenly distributed, wrinkled surfaces do not occur.
Thorough grinding and polishing of jewelry items are also recommended.

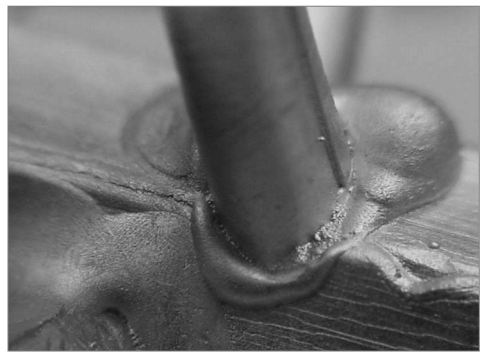
5.3, Tree Building Defects
Another source of defect is the wax tree. One of the most important issues here is the quality of the connection between the gate and the sprue. The gate is the part connecting the jewelry wax piece to the central trunk of the wax tree. The sprue is the central trunk. The gate and sprue connection should be sealed and smooth all the way around. A common mistake that occurs when using a wax pen to melt a hole into the sprue and inserting the gate into the molten wax mold spot. This however leaves sharp inward angles in the wax. When they do, they are pushed to the outside of the mold cavity because of the difference in density between the metal and investment.
Effect of tree building defect:
The strength of jewelry is affected after casting.
Jewelry can be easily broken.
Solution to tree building defect:
The best solution is to use a small melting reservoir and sticky wax to do the job faster and reduce the chances of a defect.
More attention and being careful should be invested when building wax mold trees.
5.4, Dewax Defects
Dewax defects mostly occur when trying to speed up the investment process. The investment process of casting jewelry requires time for burn out. This defect is seen on jewelry surfaces as a liquid trace. This is so because the investment and water are not properly mixed.
Effect of dewax defect:
Jewelries affected by dewax defect often have no mechanical texture.
Solution:
Invest more time in the investment casting process.
5.5, Cold Shuts
Cold shut appears on jewelry when molten metal enters the mold from two gates, the streams will meet at a junction. Low temperatures can cause the streams to solidify before fusion, therefore, creating a cold shut. Cold shut is usually a result of lack of fluidity of the molten metal, or a poor design of the gating system.
Effects of cold shut defects:
Jewelries with cold shut degenerates under stress.
The space leaves jewelry weak.
Solution:
Increase pouring temperature to avoid premature solidification.
Place the casting flask in the middle of the casting chamber.
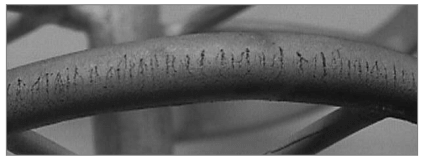
5.6, Crack
Excessive stress on jewelry can lead to crack and it can occur at any stage of casting. Cracks can occur from within the jewelry piece, which are not noticed during casting.
Effects of cracks:
Cracks appear like loosen ends on jewelry that makes it unattractive.
Solution:
Pay attention to detail during casting.
During casting, apply only the force that is required.
5.7, Pores and Inclusions
Pores and inclusions defects can occur from pouring molten metal into mold, during investment mixture or building of wax trees. Pores and inclusions can lead to breaking off of brittle parts.
Effects of pores and inclusions:
Pores and inclusions lead to disfigured surface after casting.
Solution:
Different steps of casting should be done carefully.
5.8, Fins
Fins appear on metal surfaces often when there is an imbalance investment and water ratio. Other errors that can cause fin appearance on cast gold are; increased pressure of investment, casting jewelry with too much force, molds dry out before burn out and flask overheating during burn out.
Effects of fins on jewelry:
Jewelry with fin defect always appears rough and unattractive.
Solution:
Ensure water and investment are measured accurately.
Ensure burn out temperature does not exceed 750 degree celsius.
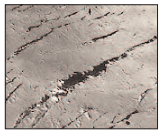
5.9, Shrinkage Porosity
Shrinkage porosity is one of the defects that can occur when wax models are not properly designed. Using a wax model that is poorly designed will cause molten metal to fill up empty spaces even before solidification occurs. Before solidification occurs, the liquid metal has to shrink. Shrinkage porosity can also occur when casting flask is too cold.
Effect of shrinkage porosity:
There are open spaces on jewelries that have shrinkage porosity defects.
Solution of shrinkage porosity:
Endeavour to design your wax models accurately in a way that molten metal can easily flow into the mold.
Sprues should be attached to the heaviest piece of the casting. There should be sufficient sprues to ensure the casting is adequately fed.
The flask temperature should be hot enough to achieve complete fill.